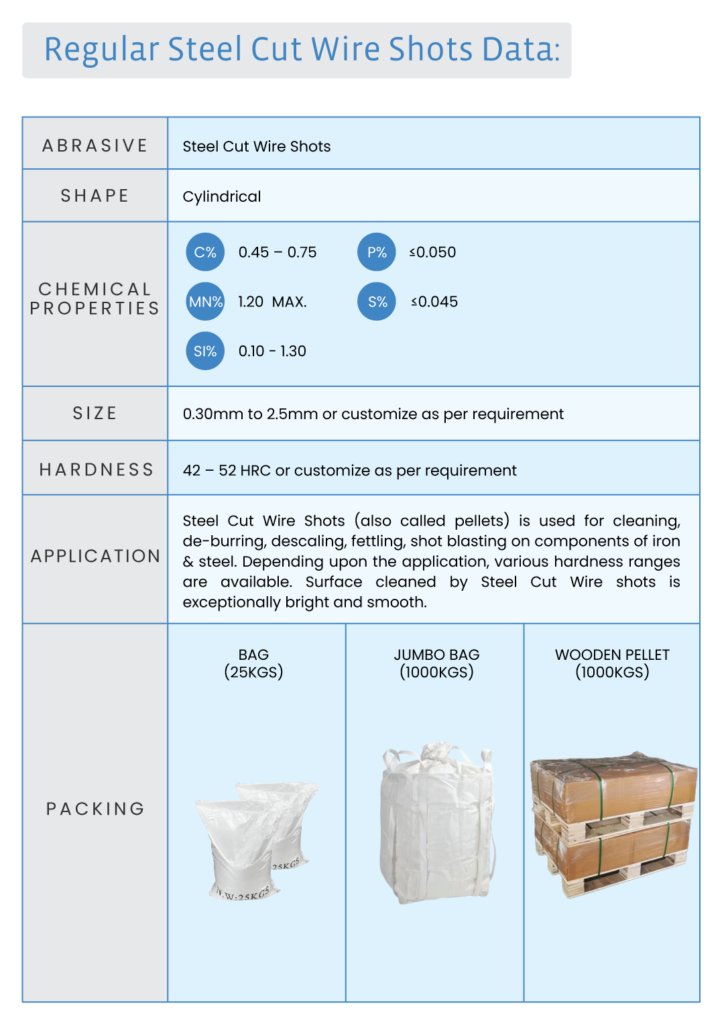
Regular Steel Cut Wire Shot

Orient Cut Wire Shot are made of cold drawn spring steel wire with a high content of carbon (C) and is obtained by cutting wire into lengths equal to the wire diameter, and then making it round if necessary through the conditioning (rounding) process. The quality is assured in cut-wire shot because the wire from which it has been produced is heat treated and cold drawn to achieve hardness and homogeneity. This, together with the balanced chemical properties and complete solidity of every piece, insure that cut-wire shot will not fracture, break or powder while in use.
FEATURES OF OUR STEEL CUT WIRE SHOTS
- Its cylindrical shape with edges rounded helps to clean faster. The rate of cleaning will be ultimately increased by at least 25% of your Blasting Machine.
- Where you will require 4 kgs for shot blasting of 1-ton material, by using cut wire shots you will just require 1.5 kg.
- Equal hardness and size and excellent homogeneity.
- After few hours of usage, during the shot blasting process, the cut wire shots become conditioned (spherical) due to its natural tendency.
- Due to fine grain size, shots lives for days and weeks, until every shot reduces to micro particle; they do not break into dust.
- Components peened/blasted with cut wire shots have much greater life than the same components peened/blasted with any shots/grits, because it maintainthere peening intensity longer than any other shot type.
- Shot used in the shot peening/blasting process should be at least as hard as Almen strips or the part being peened/blasted.
- Being used in more cycles (3-5 times), cut wire shots reduces the cost for maintenance and warehouse.
- 100% solid material; no blowholes, tails & porosity.
- You can reduce the time for shot peening/blasting.
- Cleans fast and gives bright & smooth finish than other abrasive.
- Increases the fatigue life for the blasted objects.
- No dust or health hazard during operation.
APPLICATIONS
Shot Blasting is a surface finishing technique that involves rapidly impacting the surface of an object with a controlled stream of abrasive shot material. It is faster and more effective than filing for removing flash that my remain on a part after the casting or stamping process.
Shot Blasting is also used for removing burrs, scale and rust that may interfere with the part’s integrity, appearance or definition. Shot blasting can also prepare the surface of a part for coating by removing surface contaminants and provide a surface profile for increased coating adhesion.
By varying the type of shot, we can Shot Blast a wide variety of materials. For example, a smaller size steel shot can be used to produce a smooth, polished surface, while a larger shot can aggressively remove heavy flash.
TYPES
AS CUT
Due to its sharp edge, it works good only for cleaning where speed of cleaning is critical and somewhat rough finish is acceptable. But not advisable to use for peeing operation which can cause dent as they damage the fatigue life.
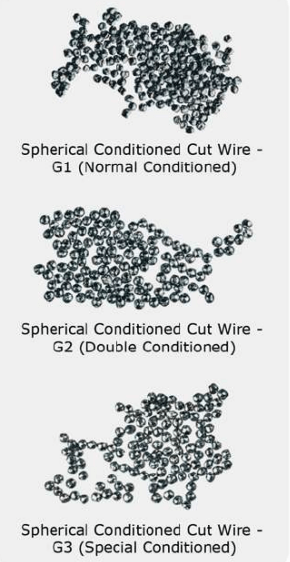
CONDITIONED
As-Cut Shots when rounded off through a conditioning process. Conditioned carbon steel cut wire shot is a precision tool. It is made from carbon steel wire of selected diameter and tensile strength by means of special cutting machines and a following conditioning by means of special shot blasting machines. It is used more in the shot peening process; also in different industries such as automotive industry, aerospace industry, shipping industry, etc.
SPECIFICATIONS
| Sizes: | ||
| Cut-wire size (in.) | Cut-wire size (mm) | Equivalent Cast Shot Size |
| .012 | 0.30 | S-70 |
| .014 | 0.35 | S-110 |
| .017 | 0.45 | S-110 |
| .020/.023 | 0.50/0.60 | S-170 |
| .028 | 0.70 | S-230 |
| .032/.035 | 0.80/0.90 | S-280 |
| .035/.041 | 0.90/1.00 | S-330 |
| .041/.047 | 1.00/1.20 | S-390 |
| .054 | 1.40 | S-460 |
| .062 | 1.60 | S-550 |
| .080 | 2.00 | S-660 |
| .090 | 2.25 | S-780 |
Carbon Steel Cut Wire Shot
Carbon Steel Cut Wire Shot is a popular alternative to cast steel abrasives. This is particularly used for peening /blasting applications where a higher level of abrasive hardness is desirable or when components to be peened/blasted have a high level of inherent hardness. It is ideal abrasives for shot peening / blasting operation.
General Information
Abrasive : carbon steel cut wire shot
Shape : Round, conditioned, As-cut
Application : Shot Peening, Shot Blasting
Chemical Composition
C 0.45 – 0.85 % P max. 0.04 %
Mn 0.30 – 1.20 % S max. 0.05 %
Si 0.10 – 0.35 %
Physical Properties
Hardness Standard : 40–52 HRC (400–550 HV1)
High : 55–62 HRC (600–750 HV1)
Sizes : 0.3mm to 2.8mm.
MicroStructure : Tempered Martensite.
Porosity : NIL
BlowHoles and Tails : NIL
Fine Grain Size : Due to fine grain it does not break during shot blasting / peening, instead reduce in shape and size.
Density : min. 7.8 g/cm³
Packing : Packed In 25 kgs HDPE Double bags.
Lifecycle : 4500+
Certifications & System Approval Standards:
SAE J441; SAE AMS 2431/3; SAE AMS 2431/8; VDFI 8001; ISO 11124-1, IS 5873/1970 etc.
Industries Users:-
Foundries, Forgings, Automobile Components, Gears & Springs, Heat Treatment Shop, Non Ferrous Castings, Plate Preparation, Railway Wagon & Defense, Earth movers, Aeronautics, Steel Fabrication, and other various type of applications.
Higher-Manganese Low Carbon Conditioned Wire Shot
If components are blasted with wire shot to produce the surface finish, production economy plays a significant role in particular, apart from the positive optical effects. If the component hardness is 40 HRC or less then here low-hardness High-Manganese steel cut wire shot is the first choice. High longevity due to higher Manganese% and low plant wear and tear are the outstanding properties of this abrasive.
The use of the low-hardness, High-Manganese spring steel wire is advantageous. This abrasives are resistant to impact, which is absorbed homogeneously on the whole shot surface. Lower the hardness more is the longevity. Unlike high-carbon abrasives, no surface cracks are observed and thus a considerably higher longevity is achieved at minimum wear of the plant components.
General Information
Abrasive : High Manganese Low Hardness steel cut wire shot
Shape : Round, conditioned
Application : Shot blasting
Chemical Composition
C 0.10 –0.40 % P max. 0.035%
Mn 1.20– 1.70% S max. 0.035%
Si 0.10– 0.25%
Physical Properties:
Hardness Standard : 35–40 HRC (350–400 HV1)
Sizes : 0.6mm to 2.0mm.
MicroStructure : Tempered Martensite.
Porosity : NIL
Fine Grain Size : Due to fine grain it does not break during shot blasting, instead reduce in shape and size.
Density : min. 7.8 g/cm³
Packing : Packed In 25 kgs HDPE Double bags.
Life cycle : 5400+
Industries Users:-
Forgings, Steel Fabrication, Bright Bar, Pre Engineering Steel Structure, Descaling, Deburring, LPG Cylinders, Tipper, Trailer etc. Any component having hardness less than 400HV.
Advantages of Steel Cut Wire Shots over Steel Shots/Grits
STEEL CUT WIRE SHOT | STEEL SHOT/STEEL GRIT | |
RAW MATERIALS | High Carbon High Tensile Spring Steel Wire as per 15-4454, GR-II is manufacture through billet where sulpher & phosphorus controlled in arc furnace. | M.S. Scrap, in induction furnace where sulpher and phosphorus is dificult to control. |
MANUFACTURING PROCESS | With the help of Imported Sheering Machine. | Casting in Furnace by blowing process. |
HARDNESS | Uniform hardness because of controlled Chemical Composition & Hardness, which may range between 40 to 50 RC and/or as required by customers. | Heat Treatment done in large quantity Hard- ness variation in large |
DENSITY | The density of Cut Wire Shot is the same as that of normal high carbon steel i.e. 7.8grams/mm | Due to large number of internal defects that maybe present in cast shot, specifications allow the density of cast shot to be as low as 7.0 grams/mm over 10% lower than Cut Wire Media. |
UNBREAKABLE | Does not break during shot blasting operation due to low sulpher & phosphorus and fine Grain Size. Porosity & blowholes are NOT present. | It breaks because of casting materials. It has porosity & blowholes. |
DUST GENERATION | CCW media exhibits the highest Durabil- ity & resistance to fracture, it also exhib- its the lowest dust generation. | Life of cast steel shot is almost 1/4th of cut wire shot as proven in Ervin Life Testing ma- chine of shot. |
RESIDUE ON COMPONENTS | CCW media does not have an Oxide coating over the entire particle surface, which rubs off on the part being processed. Therefore CCW media leaves much less residue on the part surface. | Cast Steel Shot leaves a residue which is higher than that of CCW shot. |
LIFE | Life testing in laboratory and production equip- ment has measured the life of CCW shot to be 3-4 times that of equivalent size and hardness cast media. You also save on electricity, labour etc as it cleans faster. | Life of cast steel shot is almost 1/4th of cut wire shot as proven in Ervin Life Testing ma chine of shot. Higher consumption of electric- ity, labour etc. |
BETTER FINISHING | No Chance for forming dust when shot blast- ed as less fines are there Length of each single piece shot of a particular size will be identical. 0.8mm means all the pieces will be of 0.8mm size. Because of uniform size, its gives you better finishing. Uniform roughness like 80-100 microns or as required by you de- pending upon your size & hardness. | Create dust and break with every shot blast- ing cycle. More fines & broken shots are there. It varies for e.g. In 0.8mm size, there will be shot in the size ranging between 0.6mm to 1.0mm and this is permissible as per IS & BS specification & roughness will vary largely. |
FASTER CLEANING | Shape is cylindrical and cleans the casting very fast and helps for wider coverage. It is 100% solid material. You can reduce your cyde time also. | Spherical in shape, consume more time and less coverage. Contains broken pieces dust and other particles. |
ECONOMICAL | Due to low consumption, it helps to reduce cost of production. Consumption 1 Kg. per Ton or Lower. | Higher consumption and leads to increase of cost of production. Consumption 3 Kgs. per Ton or Higher |